 Section 15 — Inspection
Section 15 — Inspection
QA/QC Procedures for Fittings
IPE Engineering Practice IPE-EP-15-5-3
Document number: IPE-EP-15-5-3 · Section: 15 — Inspection
SCOPE
- This appendix provides instructions for the receiving inspection of commodity pipe fittings.
- This instruction shall be applicable for all grades, diameters, wall thicknesses, and alloy/material types of welded and screwed pipe fittings.
- A revision bar indicates all changes made to this Revision.
2.0 REFERENCES
The latest edition of the following standards and publications are referred to herein.
STANDARDS AND PUBLICATIONS
| IPE Engineering Practices |
|---|
| EP 5–2–1 Selection of Piping Components and Materials EP 5–2–2 Flanges, Gaskets and Bolting EP 5–2–4 Supplemental Requirements for Pipe and Piping Components EP 10–2–3 Material Hardness Requirements EP 15–1–4 Positive Materials Identification (PMI) EP 15–1–5 Color Coding For Material Identification EP 15–5–1 QA/QC Procedures for Commodity Purchases |
| ASME/ANSI Standards |
| B1.20.1 Pipe Threads, General Purpose B16.1 Cast Iron Pipe Flanges and Flanged Fittings, Classes 25,125, 250, and 800LB. B16.5 Steel Pipe Flanges, Flanged Valves, and Fittings B16.25 Buttwelding Ends B16.36 Orifice Flanges B16.42 Ductile Iron Pipe Flanges and Flanged Fittings B16.47 Large Diameter Steel Flanges |
| ANSI Standard |
| B16.11 Forged Steel Fittings – Welding and Threaded |
DEFINITIONS
- Certified Material Test Report (CMTR) – A document, or documents, on which are recorded the results of tests, examinations, repairs, or treatments required by the Material Specification. Supplementary or special requirements, in addition to the requirements of the Material Specification, as required by the Purchase Order shall also be included on the CMTR. The specification of the material being represented including the year of issue, and the material heat number shall also be included on the CMTR. All such documents shall identify the applicable Material Specification and shall be identified to the material represented.
- Commodity – Any item of standard design and/or mass manufacture which is purchased in quantity and maintained in stock for routine or specialized Plant use.
- Inspection Lot – Unless otherwise specified by the Receiving Q/A Authority, the inspection lot shall be as follows:
| Lot Size | Inspection Lot |
|---|---|
| 5 or less | 2 |
| 6–20 | 3 |
| 21–40 | 4 |
| 41 and over | 10% rounded to the next highest whole number |
- Manufacturer – The recipient of a direct or indirect purchase order for materials and/or equipment. In this context, a direct order is one issued to a Manufacturer by a Contractor or the Owner. An indirect order is one issued to a Manufacturer by a Vendor (recipient of a direct order) for materials, fabricated components, or subassemblies.
- Lot – A group of items with the same heat number.
- Owner – Inflection Point Engineering, LLC.
- Positive Materials Identification (PMI) – A procedure used to insure that alloy materials purchased by or for the Owner are properly identified, and meet the chemical composition of alloy materials as specified in Section II of the ASME Code or an applicable ASTM Specification, and the CMTR.
- Receiving Inspection – A receiving inspection shall be that inspection necessary to ensure that the dimensions, physical integrity, chemical composition, and mechanical properties of representative samples of commodity items are in conformance with those detailed by the applicable quality specifications. A receiving inspection shall require performance of specified examinations and tests of an inspection lot of the commodity, and review of documentation and reports that accompany the item(s).
- Receiving Q/A Authority – The person or department designated by the Owner responsible for assuring quality of incoming commodity material.
- Supplier – An organization that resells and/or distributes finished commodity items produced by a Manufacturer. Suppliers shall not enhance or alter commodity items (e.g., re–manufacture or rework valves).
- Vendor – Recipient of a direct purchase order.
PROCEDURE
- Fitting CMTR’s, when required by the Purchase Order, shall be reviewed for conformance with chemical and physical requirements.
- Each received lot shall be inspected as follows:
- Fittings shall be visually examined to ensure that the Manufacturer’s heat number and fitting material specification (grade) markings are legible on each fitting inspected and color coding identification is correctly applied.
- Fittings shall be verified to conform with dimensional requirements of the applicable fitting specification.
- The inside diameter of fittings shall be visually examined for evidence of manufacturing defects and for surface condition.
- The outside surface of fittings shall be examined for surface condition, including coating condition, if applicable.
- Weld fitting end finish shall be examined and shall have bevel dimensions checked for conformance with applicable specifications.
- Alloy fittings shall be PMI checked per the requirements of EP 15–1–4.
- Flanges shall have gasket or ring joint surfaces visually examined to ensure absence of scoring or marring of seating surfaces.
- Threaded pipe nipples shall be examined using a ring gauge to ensure proper thread elements. All nipples shall be seamless, no close nipples shall be permitted.
- Threaded carbon steel and ferritic nipples one inch and smaller shall be schedule 160 as a minimum. Nipples NPS 1.5 inches and larger shall be schedule 80 as a minimum. All plain end nipples NPS 1.5 inch and smaller shall be schedule 80 minimum. Stainless steel nipples NPS 1 inch and smaller shall be schedule 80 as a minimum. All nipples shall be 3 inches minimum length.
- Threaded fittings shall be checked with a plug gauge to ensure proper thread element dimensions.
- Bull plugs shall be manufactured from hex solid.
DOCUMENTATION
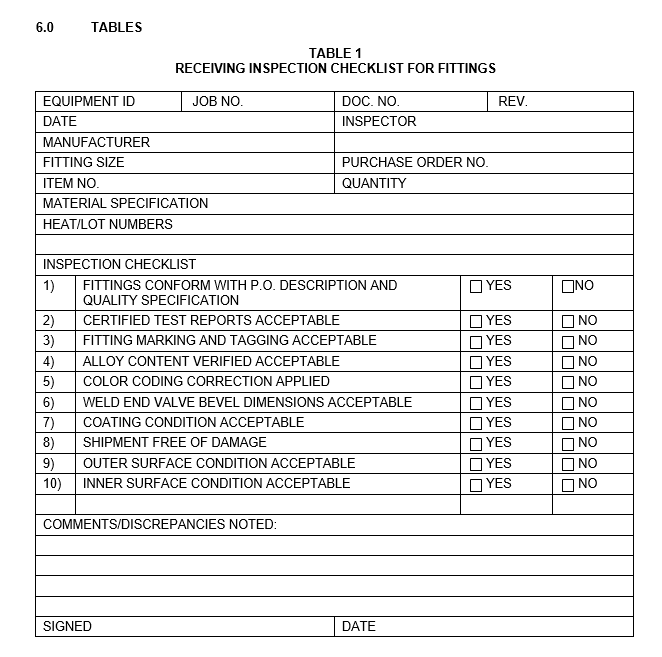
- Inspection of each lot of fittings shall be documented using the Receiving Inspection Checklist Table 1 or equivalent method.
© 2026 Inflection Point Engineering, LLC. All rights reserved. The content of this page — including calculation methods, reference data, written analysis, interactive tools, and source code — is the intellectual property of Inflection Point Engineering, LLC and is protected under applicable copyright, trademark, and trade secret laws. Unauthorized reproduction, redistribution, modification, or derivative use in whole or in part is prohibited without prior written consent.
Disclaimer. This material is provided for informational and educational purposes only and does not constitute professional engineering advice. Calculations, reference data, and methodologies are based on published standards and accepted engineering practice but are not a substitute for engineering judgment, site-specific analysis, or review by a licensed Professional Engineer. Inflection Point Engineering, LLC makes no warranties, express or implied, regarding the accuracy, completeness, or fitness for a particular purpose of any content presented here, and shall not be liable for any direct, indirect, incidental, or consequential damages arising from its use. Users assume all risk associated with applying this content to real-world design, operations, or decisions.
© 2026 Inflection Point Engineering, LLC. All rights reserved.