 Section 15 — Inspection
Section 15 — Inspection
Positive Materials Identification (PMI)
IPE Engineering Practice IPE-EP-15-1-4
Document number: IPE-EP-15-1-4 · Section: 15 — Inspection
SCOPE
- This Practice covers requirements for Positive Material Identification (PMI) of alloy materials purchased for use either directly by the Owner or indirectly through a Fabricator or Material Supplier.
- This Practice covers components to be checked, sampling requirements, approved methods, acceptance/rejection criteria, and marking requirements for PMI.
- The requirements of this Practice were developed to insure that alloy materials purchased by the Owner are properly identified, and meet the chemical composition requirements as specified in EP 10–2–2 and the applicable ASME Code or ASTM Specification.
- Any deviation to this Practice must be approved by the procedure described in EP 1–1–3.
- An asterisk (*) indicates that a decision by the Owner’s Engineer, Owner, or Inspector is required or that additional information is furnished by the Purchaser.
- A revision bar indicates all changes made to this Revision.
2.0 REFERENCES
The latest edition of the following standards and publications are referred to herein.
STANDARDS AND PUBLICATIONS
| IPE Engineering Practices |
|---|
| EP 1–1–3 Deviations to IPE Engineering Practices EP 7–1–6 Metal Lining and Cladding EP 15–1–5 Color Coding For Material Identification |
| ASME Codes |
| Sec II Material Specifications B31.3 Process Piping Code |
| ASTM Codes |
| ASTM E30 Chemical Analysis of Steel, Cast Iron, Open-Hearth Iron, and Wrought Iron ASTM E62 Chemical Analysis of Copper and Copper Alloys (Photometric Methods) ASTM E212 Spectrographic Analysis of Carbon and Low Alloy Steel by the Rod to Rod Technique ASTM E322 X-Ray Emmision Spectrometric Analysis of Low Alloy Steels and Cast Iron |
STANDARDS AND PUBLICATION (CONT.)
| ASTM (Cont.) |
|---|
| ASTM E327 Optical Emission Spectrometric Analysis of Stainless Type 18-8 Steels by the Point-to-Plane Technique ASTM E350 Chemical Analysis of Carbon Steel, Low-Alloy Steel, Silicon Electrical Steel, Ingot Iron, and Wrought Iron ASTM E352 Chemical Analysis of Tool Steels and Other Similar Medium- and High-Alloy Steels ASTM E353 Chemical Analysis of Stainless, Heat-Resisting, Maraging, and Other Similar Chromium-Nickel-lron Alloys ASTM E354 Chemical Analysis of High- Temperature, Electrical, Magnetic, and Other Similar Iron, Nickel, and Cobalt Alloys ASTM E478 Chemical Analysis of Copper Alloys ASTM E527 Numbering Metals and Alloys (UNS) ASTM E572 X-Ray Emission Spectrometric Analysis of Stainless Steel |
| AMERICAN WELDING SOCIETY (AWS) |
| AWS A4.2 Calibrating Magnetic Instruments to Measure the Delta Ferrite Content of Austenitic Stainless Steel Weld Metal |
DEFINITIONS
- Certified Material Test Report (CMTR) - A document, or documents, on which are recorded the results of tests, examinations, repairs, or treatments required by the Material Specification. Supplementary or special requirements, in addition to the requirements of the Material Specification, as required by the Purchase Order shall also be included on the CMTR. The specification of the material being represented including the year of issue, and the material heat number shall also be included on the CMTR. All such documents shall identify the applicable Material Specification and shall be identified to the material represented.
- Lot - A group of items with the same heat number.
- Inspector - A Inflection Point Engineering, LLC appointed engineer or inspector.
- Fabricator - The recipient of a Purchase Order for the supply of fabricated equipment. The Fabricator receives raw materials and goods from the Material Supplier.
- Materials Supplier - The recipient of a Purchase Order for the supply of raw materials and goods.
- Owner - Inflection Point Engineering, LLC.
- Owner’s Engineer - A Inflection Point Engineering, LLC appointed engineer.
- Positive Materials Identification (PMI) - A procedure used to insure that alloy materials purchased by or for the Owner are properly identified, and meet the chemical composition of alloy materials as specified in Section II of the ASME Code or an applicable ASTM Specification, and the CMTR.
- Purchase Order - The contractual document given to the Manufacturer to authorize a purchase.
- Purchaser - The party placing a direct purchase order. The purchaser is the Owner’s designated representative.
- Random Examination - Random examination per this Practice shall include PMI examination of the minimum number of components of a Lot.
- Spot Examination - Spot examination per this Practice shall include PMI examination of all components that are not stamped with the correct stamp and color coded. In addition PMI examination shall be performed on any item designated by the Inspector.
- Vendor -Any person or firm contracted to manufacture, fabricate or supply an item, or to provide services incidental to the design, construction, operation, or testing of an item or facility.
VENDOR QUOTATIONS
- General
- (*)Unless otherwise specified by the Owner, PMI of alloy pressure retaining components, exposed to the process is required. The Vendor shall provide the PMI testing methods in their proposal for acceptance. The PMI program shall be approved by the Inspector prior to the commencement of fabrication.
- All Purchase Orders for goods which contain materials which require PMI examination shall have the statement “PMI REQUIRED” in the item description for each applicable item.
- All purchased goods containing materials which require PMI examination, shall be supplied with Certified Material Test Reports.
- For shop fabricated goods containing materials which require PMI in accordance with this Practice, the following statement shall appear on all fabrication drawings:
PMI REQUIRED PER EP 15–1–4
- It is the responsibility of the Vendor to perform or have the PMI performed as required in this specification. For components alloy verified by others, the Vendor is responsible to verify that the PMI was performed by checking markings on components or certificates on prefabricated items.
- The Vendor shall quote separately the cost of furnishing PMI testing. A third party may be contracted by the Vendor to perform the PMI. PMI testing may be conducted by the Purchaser's Inspector or by a third party contracted by the Purchaser if so negotiated between Purchaser and Vendor.
- Vendors which apply as part of their normal manufacturing sequence, verifiable in-house PMI programs that meet or exceed the requirements of this Practice, should so state in their quotations and submit their PMI program for the Purchaser's review. Acceptable programs may allow the Purchaser to waive his own PMI requirements.
- PMI by the Purchaser (If stated in specific instructions to the Vendor)
When PMI testing is to be performed by the Purchaser's inspector or by a third party contracted by the Purchaser, the Vendor is responsible for providing assistance (e.g. spot cleaning, etc. to assure an accurate test).
- PMI by the Vendor or Third-Party Agency
- When PMI is performed by the Vendor or a third-party agency, the Vendor shall certify that all PMI tests have been performed in accordance with the approved procedure by qualified personnel, and that all PMI has been performed at the point which will ensure the correct material has been used.
- The Vendor shall ensure that all involved parties fully understand the PMI requirements, the verification method to be used, the period during fabrication that verification will be carried out, and the method of marking verified material.
- The PMI personnel and procedures shall be subject to review by the Purchaser as follows:
- The Vendor or third-party agency shall submit for review the PMI procedures, including complete descriptions of the methods and equipment to be used and personnel qualification procedures.
- The Purchaser's inspector shall review the procedures and qualifications and witness sample PMI tests to the extent necessary to prove the procedures and personnel are acceptable.
- All tests and stages of PMI shall be subject to further witness by the Purchaser's inspector.
- If the conduct of any verification is unacceptable to the Purchaser's inspector, or if any material has been incorrectly identified, all further tests shall be witnessed and approved or performed by the Purchaser's inspector until such time as the problem is corrected.
- (*)Unless otherwise specified by the Owner, PMI examination for goods delivered directly to the site is the responsibility of the Materials Supplier. The Inspector shall be responsible for implementation of a PMI program which complies to the requirements of this Practice for plant use of these materials.
PERSONNEL
- Personnel performing examinations shall be knowledgeable of all aspects of the PMI program and of the operation of PMI equipment. Qualification of the personnel performing PMI, including training and experience, shall be part of the PMI program required in Section 4.
- The personnel Qualification Documentation shall be maintained as follows:
- Fabricator - The Fabricator’s inspection or QA/QC department shall retain all qualifications records.
- Material Supplier - The Material Supplier’s inspection or QA/QC department shall retain all qualification records.
- Plant - The plant Inspection department shall retain all qualification records of plant
personnel responsible for PMI.
- (*)If at any time, in the judgement of the Inspector or the Owner, the assigned personnel do not appear to be capable of performing PMI examinations in accordance with the agreed procedures, the Owner reserves the right to prohibit those personnel from performing further examinations. In addition, the Owner may require re–examinations of materials previously tested and accepted by the personnel in question.
EXTENT, PMI METHODS AND TEST RESULTS
- General
- The purpose of PMI is to ensure that the specified material is supplied and used in accordance with the design requirements.
- PMI shall not be considered as a substitute for required material test reports. Material test reports shall not be considered as acceptable PMI.
- PMI shall be performed at the point of application at a time which ensures that proper materials have been used in the fabrication of an identifiable assembly (such as plate welded into a vessel or pipe length welded into a spool). The point of application may be at the Vendor's shop during fabrication, or at the project site for field welds and for field assembled items not previously alloy verified. For previously alloy verified material, the Vendor shall verify the "PMI' marking only.
- PMI of weld material shall be performed in the same manner as for the adjacent base metal.
- Refer to Table 1 for the extent of testing to be performed.
- Parts to Be Checked
The parts to be alloy verified are specified in the Purchase Order.
- Sampling and Testing Program
In the case of percentage PMI of a batch, heat or lot, only those items actually PMI’d shall be marked with the letters "PMI'. Items in the same batch, heat or lot covered by percentage verification, but which have not been tested, shall be marked with the letters "PMI-B". For plates, pipes, etc. which may be cut, the "PMI' or "PMI-B" markings shall be transferred before cutting.
- The minimum requirements for the PMI sampling and testing program are as follows:
- Fabricated Equipment Items (e.g. pressure vessels, heat exchangers, etc.)
- Plate material may be checked prior to cutting provided the transferred markings properly identify the subsequent components to the satisfaction of the PMI inspector (either the Purchaser's, Vendor's or third-party agency's as applicable). The "PMI' mark shall be stamped next to the material heat numbers. Once a plate has been verified and the components properly marked, further testing of the components is not required.
- All parts that are tested in the fabricated form (PMI not performed on plate) shall be 100% verified.
- Shop Fabricated Piping
- Provided the heat number can be identified throughout fabrication, 5% of each piping heat/lot with a minimum of four (4) pieces shall be verified. Piping sections from each approved heat/lot shall be stamped "PMI' or "PMI-B", as appropriate by the PMI inspector at the time of cutting.
- Pipe lengths that cannot be identified as originating from an approved heat/lot shall be 100% verified.
- Component parts such as nozzle forgings, flanges, fittings, couplings, etc., shall be 100% verified. However, when these components can be identified as originating from an approved heat/lot, 5% of each heat/lot, with a minimum of four (4) pieces shall be verified. All components of an approved heat/lot shall be stamped "PMI' or "PMI-B", as appropriate at the time of testing.
- Approximately 10% of all welds, except socket welds (1% for socket welds) shall be verified on a random selection basis. The weld verification shall include an audit of welds of all welding processes employed.
- Bulk Piping Components
- For pipe, flanges, fittings, forgings for fabrication, specialty piping (SP) items, ejectors, liquid drains, etc., 5% of each heat/lot, with a minimum of four (4) pieces shall be verified. All components of an approved heat/lot shall be stamped "PMI' or "PMI-B", as appropriate at the time of testing.
- For valves, the body and bonnet of 10% of each heat/lot, with a minimum of five (5) valves shall be verified.
- Bolting
- 1% of each alloy heat/lot of bolts/studs and nuts purchased for structural fabrications and pressure retaining bolting for pipe fabrication with a minimum of four (4) pieces shall be verified. Verification may be waived if the Vendor has an in-house PMI program which has been reviewed and approved by the Purchaser.
- Pressure retaining fasteners for equipment items that require PMI shall be 10% alloy verified. Where the same heat/lot can be documented to the satisfaction of the Purchaser's Inspector, 1% with a minimum of four (4) pieces shall be verified.
- ASTM A193-B16 bolts/studs shall be 10% PMI’d regardless of application.
- Mechanical Rotating Equipment (e.g. compressors, expanders, pumps, etc.) 100% of pressure retaining components exposed to the process shall be PMI’d.
- Furnaces
- Shop and field fabricated pressure components and welds which are wholly or partially outside of the casing plate or header box shall be alloy verified to the extent described in Paragraph 6.3.1.2 of this Practice, unless otherwise noted in the Purchase Order.
- In addition, 5%of the pressure containing components which are inside the casing plates shall be PMI’d.
- Instruments, PRVs, etc.
- For control valves, the body and bonnet of each control valve shall be PMI’d.
- For flow meters, the pressure containing portions of each insert type flow meter shall be PMI’d.
- For level displacers and float switches. the chamber and head of each displacer and switch shall be PMI’d.
4) The pressure relief valves (PRV), rupture discs. and pressure containing portions of any instrument through which the process fluid flows shall be PMI’d.
- Welding Consumables (Pressure containing, exposed to the process)
When welding is conducted, one electrode or one wire sample from each lot or package of alloy weld rod, shall be positively identified. The remainder of the lot shall be compared to the sample to verify that the markings of the electrodes/wires are correct. (Note: PMI testing of the weld metal (e.g. deposited weld metal or undiluted weld buttons), is an acceptable alternative to PMI testing of an electrode or wire sample, provided it is conducted immediately prior to welding or during the welding process). The extent of PMI for weld overlays and back cladding is governed by EP 7-1-6.
- Alloy Tower Internals (trays, clips etc.)
5% of each lot, with a minimum of four (4) pieces shall be PMI’d.
- (*)When samples are removed for analysis, the item shall be repaired using the procedures approved by the Owner’s Engineer. All repairs shall be subject to approval by the Inspector. When repair by welding is required, it shall be done prior to the final post weld heat treatment. The Fabricator or Material Supplier is responsible for the cost of all additional required examinations, new materials, repairs and rework, and examinations after repair.
- If a failed component is detected in any of the sampled heat/lots, 100% of the components in that lot shall be PMI’d.
- Portable Analyzers
- X-ray fluorescence spectrometric analysis using the Texas Nuclear Model 9266 portable analyzer or equal, is the preferred method of PMI testing. ,
- (*) Spark emission spectroscopic analysis using the Clandon Metascop, or equal, requires the prior approval of the Purchaser.
- Analysis Methods
The following analysis methods are also acceptable for required PMI:
- (*) Chemical analysis by one of the following ASTM methods, as applicable, or similar method accepted in writing by the Purchaser.
ASTM E30 ASTM E353
ASTM E62 ASTM E354
ASTM E350 ASTM E478 ASTM E352
- Spectroscopic analysis by one of the following ASTM methods, as applicable. ASTM E212 ASTM E327
- X-ray spectrometric analysis by one of the following ASTM methods as applicable. ASTM E322 ASTM E572
- Acceptance Criteria
- Alloys PMI’d by an approved analysis method shall contain the amounts of alloying elements specified in Table 2 for ferrous materials (ASME Section IIA), and Table 3 for non-ferrous materials (ASME Section 2). Alloys not listed in Table 2 or Table 3, including castings, shall be acceptable if the alloying elements are within the ranges permitted by the material specification plus the tolerance of the approved analysis equipment or method used.
- Weld deposits verified by an approved analysis method shall contain the amounts of alloying elements specified in Table 4 for as-deposited weld metal.
- When using portable analyzers, each element of an alloy need not be analyzed individually, provided positive identification is achieved using the basic measuring technique. If positive identification cannot be achieved using the basic measuring technique, subsequent measuring techniques which measure and report each applicable element shall be employed. Elements reported by subsequent measurements shall meet the values specified in Table 2.
- Sorting Methods
(*) The following non-quantitative sorting methods of PMI shall be used instead of testing by portable analyzer or chemical analysis methods, only when specified by the Purchaser in the Order.
- Verification of magnetic properties with a permanent magnet or instruments that measure magnetic properties. If a ferritescope is used, the maximum reading shall be FN17. Calibration shall be per procedure in AWS A4.2.
- Visual spark testing (with a grinding wheel)
- Chemical spot testing
- Electroanalyzer testing
- Thermoelectric separator
- Eddy current sorters.
REJECTION
- General
- If the PMI test results fall outside of the acceptable range, or if the results of the analysis are unacceptable to the Purchaser's inspector, the Vendor shall either:
- Obtain a quantitative check analysis performed by an independent test laboratory using the "referee" method referenced by the material specification. If no referee method is referenced, an appropriate chemical analysis method specified in this Practice shall be used. Results of this analysis shall govern.
- (*) Submit other corrective action plan for the Purchaser's acceptance.
7.1.2 All items of the type in question, or all similarly identified materials of that lot or shipment shall not be accepted pending results of the independent tests. If the test results of the independent laboratory tests are not within the acceptable range of the ASTM or other applicable material specification, the material shall be rejected.
MARKING
- Failed Components
Materials, items, and welds which are found to be unacceptable during PMI shall be immediately marked with a red 'R', rejected, removed and segregated from the lot, pending resolution in accordance with Section 7 of this Practice.
- Accepted Components
- All verified materials with acceptable analysis shall be marked with the letters "PMI" or "PMI-B" as appropriate using a certified low-stress stamp. The marking shall be placed as follows:
- Pipe: Two marks, 180 degrees apart, 3 inches from each end of each length on the outer surface of the pipe.
- Welds: Adjacent to the welder's mark on the weld.
- Fittings and Forgings: Adjacent to the Vendor's markings.
- Valves: Adjacent to the Vendor's markings on bodies and other pressure parts.
- Plates: Adjacent to the heat numbers.
- Castings: Adjacent to the Vendor's markings and heat numbers.
- Tubes for heat transfer service: Stenciled, not stamped, on each end.
- The marking shall be done with a water insoluble material that contains no harmful substance, such as metallic pigments, sulfur, or chlorides, which would attack or harmfully affect austenitic or nickel alloy steels at ambient or elevated temperatures. The Vendor shall submit analysis of marking material to the Purchaser. Submittal shall demonstrate, by chemical analysis and history of use, that material meets the requirements.
- If the material or item is too light, too small, or cannot otherwise be stamped, vibro-etching or color coding shall be applied in conjunction with Vendor's standards and noted on the PMI reports.
- (*)For site delivery and field fabrication of equipment, the Inspector shall implement a PMI program to ensure that materials are tracked as they are received for storage and later used in field construction. Items delivered to the Owner’s site shall be PMI examined, stamped, and color coded per EP 15–1–5 at the Material Supplier’s plant, or if approved by the Owner’s Engineer, at the Owner’s site.
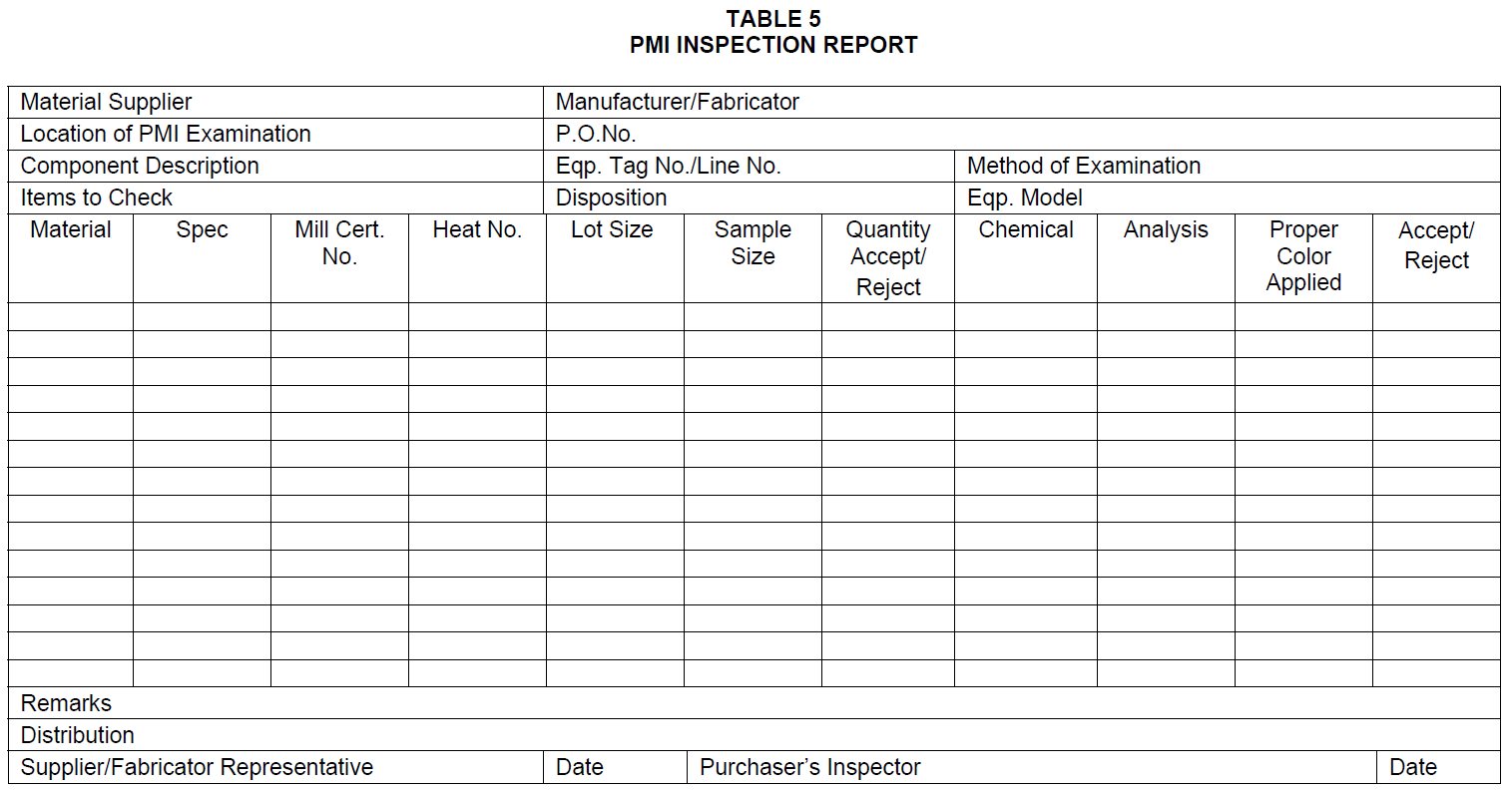
REPORT
- All acceptable PMI test results shall be reported and certified on the PMI report Table 5. If so desired, Vendors may use their own forms to report PMI test results, provided the forms contain sufficient data. The report shall be traceable to the certified material test report.
- For bulk materials, one copy of the PMI test report(s) shall be attached to the Purchaser's final inspection release and shall be included in the shipping package accompanying the material.
10.0 TABLES
TABLE 1
EXTENT OF PMI EXAMINATION
(This Table shall be read in conjunction with Paragraph 6.3 of this Practice)
| EQUIPMENT | Shop (1)(5) | Field (2) |
|---|---|---|
| Pressure Vessels and Heat Exchangers: Plates, Forgings, Nozzles (pipe), Internal Linings | 100% | N/A |
| Tubes | 5% | Random (1%)(6) |
| Bulk Piping Components | 5% | Random (5%) |
| Valves | 10% | N/A (7) |
| Furnaces, Fired Heaters, Boilers: Tubes and other alloy | 5% | Random (1 %) |
| Pressure containing parts | (3) | |
| Expansion Joints all pressure containing components) | 100% | N/A |
| Shop fabricated spools (pipe, pipe fittings, flanges) (3) | 5% | N/A |
| Control Valves | 100% | N/A |
| Alloy Bolting | (4) | Random (1%) |
| Rotating Equipment: Pressure containing casings | 100% | N/A |
| Instrumentation: Pressure containing housing | 100% | N/A |
| Pressure Containing Welds excluding vessels and exchangers | 10% | N/A |
| Vessels and Exchangers pressure containing welds | 100% | N/A |
| Piping welds (other than socket welds) | 10% | 10% |
| Socket Welds | Random (1%) | Random (1%) |
NOTES (Numbers in parentheses refer to the following notes)
- Extent shown is first verification. This may be at material supplier, fabrication shop or field.
- Extent shown shall be considered as additional verification subsequent to PMI at shop/supplier. The extent of first verification at site (material purchased by Construction or field welding) shall be the same as shown for "shop".
- Provided the heat number can be identified throughout fabrication, 5% of each piping heat/lot with a minimum of 4 pieces to be PMI’d. If this condition does not satisfy, then 100% PMI is required.
- 1% of each alloy heat/lot of bolts/studs and nuts for structural fabrication and pressure retaining bolting for pipe fabrication, and 10% pressure retaining fasteners for equipment shall be PMI’d. 10% of ASTM A193-B16 bolts/studs shall be PMI’d regardless of application.
- The supplier shall provide material certification for materials requiring PMI.
- Applicable only if field is performing re-tubing. Not applicable for shop fabricated equipment.
- Applicable only if random pieces are shipped to field for field assembly.
TABLE 2 FERROUS MATERIALS
| Alloy (1) | Acceptable Measured Range –percent | Acceptable Measured Range –percent | Acceptable Measured Range –percent | Acceptable Measured Range –percent | Acceptable Measured Range –percent |
|---|---|---|---|---|---|
| Cr | Ni | Mo | Mn | Notes | |
| 2 ½ Ni | 2.0-2.75 | (3) | |||
| 3 ½ Ni | 3.0-4.0 | (3) | |||
| 9 Ni | 6.0-10.0 | ||||
| 304 and 304L SS | 17.0-21.0 | 7.5-11.0 | (4) | ||
| 316 and 316L SS | 15.5-18.5 | 9.5-14.5 | 1.75-3.25 | (4) | |
| 317 AND 317L SS | 17.5 – 20.5 | 10.0 –16.0 | 2.75-4.25 | (4) | |
| 321SS | 16.0-21.0 | 8.0-13.0 | (5) | ||
| 347SS | 16.0-20.0 | 8.0-14.0 | (6) | ||
| 405SS | 11.0-15.0 | (7) | |||
| 410S SS | 11.0-14.0 | (7) | |||
| 12 Cr-4 Ni | 11.0-14.5 | 3.25-4.75 | 0.30-1.20 | (8) | |
| 25 Cr-20 Ni | 22.0-28.0 | 18.0-23.0 | |||
| 1 Cr-1/2 Mo | 0.70-1.30 | 0.40-0.70 | (9) | ||
| 11/4 Cr-1/2 Mo | 0.85-1.70 | 0.40-0.70 | (9) | ||
| 21/4 Cr-1 Mo | 1.80-2.80 | 0.70-1.25 | |||
| 5 Cr-1/2 Mo | 3.60-6.20 | 0.40-0.70 | |||
| 9 Cr-1 Mo | 7.50-10.50 | 0.75-1.25 | |||
| SA-302 Gr A | 0.40-0.65 | 0.85 -1.40 | (10) | ||
| SA-302 Gr B | 0.40-0.65 | 1.00-1.60 | (10) | ||
| SA-302Gr C | 0.35-0.75 | 0.40-0.65 | 1.00-1.60 | (3,10) | |
| SA-302 Gr D | 0.65-1.10 | 0.40-0.65 | 1.00-1.60 | (3,10) |
TABLE 2 (Continued) FERROUS MATERIALS
NOTES:
- When PMI is required for materials which are not listed, the Owner’s Engineer shall be consulted for information concerning the elements to be analyzed and the acceptable values.
- Abbreviations for elements named in the tables are the same as used in A5TM E527
- The nickel content within this range cannot be accurately measured by conventional field portable spectroscopic analysis. Chemical analysis in accordance with A5TM E350 shall be conducted for each applicable heat of material.
- When specifications require that the carbon content of the as-deposited weld metal be determined so that "L" (Low Carbon) or "H" (High Carbon) grades may be distinguished, chemical analysis for carbon shall be conducted in accordance with ASTM E353.
- Titanium in accordance with ASTM Specification.
- Columbium in accordance with ASTM Specification (Columbium is also known as Niobium).
- 410S stainless alloy cannot be distinguished from 405 stainless alloy by conventional field portable spectroscopic analysis due to overlap of permissible chemistry .
- Iron-Chromium-Nickel casting alloy.
- 1% and 1-1/4% chromium alloys cannot always be distinguished from each other due to overlap of permissible chemistry. If chromium content is found to be between 0.70 and 0.85%, the alloy would be a 1% Cr alloy and if between 1.30 and 1.70%, it would be 1-1/4% Cr alloy.
- The manganese content within this range cannot be accurately measured by conventional field portable spectroscopic analysis. Chemical analysis in accordance with ASTM E350 shall be conducted for each applicable heat of material.
TABLE 3
NON-FERROUS MATERIALS
| ALLOY (1) (2) (3) | Acceptable measured Range –Percent | Acceptable measured Range –Percent | Acceptable measured Range –Percent | Acceptable measured Range –Percent |
|---|---|---|---|---|
| ALLOY (1) (2) (3) | Cr | Ni | Mo | Cu |
| 20Cr-28Ni-2Mo-3Cu (UNS NO8020) | 19-21 | 32-38 | 2-3 | 3-4 |
| 70% Cu -30% Ni (UNS C71500) | 28-34 | 65 minimum |
||
| Ni-Cu (UNS NO4400) | 60-75 | 24-36 | ||
| Ni-Fe-Cr 19232838(UNS NO8800, NO8810, NO8811) | 19-23 | 28-38 | ||
| Ni-Cr-Fe (UNS NO6600) | 14-17 | 72 minimum |
NOTES:
- When PMI is required for materials which are not listed, the Owner’s Engineer shall be consulted for' information concerning the elements to be analyzed and the acceptable values.
- Abbreviations for elements are the same as used in ASTM E527.
- UNS -Unified Numbering System in accordance with ASTM E527.
TABLE 4
AS-DEPOSITED WELD METAL
| Weld Metal | Acceptable Measured Range - Percent | Acceptable Measured Range - Percent | Acceptable Measured Range - Percent | Notes | Notes | Notes |
|---|---|---|---|---|---|---|
| Cr | Ni | Mo | Cu | Cb (3) | (1,2) | |
| 21/2-Ni | 2.0-2.75 | (4) | ||||
| 31/2-Ni | 3.0-3.75 | (4) | ||||
| Mn-1/2 Mo | 0.35-0.75 | (5, 6) | ||||
| 1 1/4 Cr-1/2 Mo | 0.80-1.70 | 0.35-0.75 | ||||
| 21/4 Cr-1 Mo | 1.70-2.80 | 0.70-1.40 | ||||
| 5Cr-1/2 Mo | 3.50-7.00 | 0.35-0.75 | ||||
| 7 Cr-1/2 Mo | 5.00-9.00 | 0.35-0.75 | ||||
| 9 Cr-1 Mo | 7.00-12.0 | 0.70-1.40 | ||||
| 410 SS | 9.50-15.0 | |||||
| 430 SS | 13.0-20.0 | |||||
| 308 SS | 16.0-25.0 | 8.0-12.0 | (7) | |||
| 309 SS | 19.0-28.0 | 10.0-16.0 | (7) | |||
| 310 SS | 22.0-32.0 | 18.0-25.0 | (7) | |||
| 316 SS | 15.0-22.5 | 9.5-16.0 | 1.5-3.5 | (7) | ||
| 317 SS | 17.5-21.5 | 12.0-16.0 | 2.75-4.25 | (7) | ||
| 320 | 16.5-21.0 | 32.0-36.0 | 1.5-3.5 | 2.0-5.0 | 0.30-1.10 | |
| 347 SS | 16.0-25.0 | 8.0-12.0 | 0.30-1.10 | (7) | ||
| Thyssen 25/35R | 21.0-31.0 | 29.0-41.0 | 0.50-1.50 | |||
| ERNiCr-3 | 16.0-25.0 | 58.0-75.0 | 1.50-3.50 | |||
| ERNiCrFe-2 | 11.0-19.0 | 54.0-75.0 | 0.35-2.80 | |||
| ERNiCrMo-3 | 17.5-26.0 | 48.0-73.0 | 5.5-11.5 | |||
| ENiCrMo-3 | 17.5-26.0 | 48.0-73.0 | 5.5-11.5 | |||
| INCO617and117 | 20.0-24.0 | 39.0-61.0 | 5.5-11.5 | (8) | ||
| ERNiCu-7 | 54.0-78.0 | 18.0-36.0 | ||||
| ENiCu-7 | 54.0-78.0 | 13.0-360 |
TABLE 4 (Continued)
AS-DEPOSITED WELD METAL
NOTES:
- When PMI is required for materials which are not listed, or for weld deposits in dissimilar joints, the Owner’s Engineer shall be consulted for information concerning the elements to be analyzed and the acceptable values.
- Abbreviations for elements named in the tables are the same as used in ASTM E527.
- Columbium (Cb) is also known as Niobium (Nb).
- The nickel content within this range cannot be accurately measured by conventional field portable spectroscopic analysis. Chemical analysis in accordance with ASTM E350 shall be conducted for as-deposited weld metal from each applicable each heat/lot of filler metals. Records shall be maintained by the Vendor to ensure that only pre-verified metals are used in production.
- Manganese (Acceptable Range: 1.0 -2.1 }
- The manganese content within this range cannot be accurately measured by conventional field portable spectroscopic analysis. Chemical analysis in accordance with ASTM E350 shall be conducted for as-deposited weld metal from each applicable each heat1lot of filler metals. Records shall be maintained by the Vendor to ensure that only pre-verified metals are used in production.
- When specifications require that the carbon content of the as-deposited weld metal be determined so that "L" (Low Carbon) or "H" (High Carbon) grades may be distinguished, chemical analysis for carbon shall be conducted in accordance with ASTM E353.
- Cobalt (Acceptable Range: 7.5- 17.0}
© 2026 Inflection Point Engineering, LLC. All rights reserved. The content of this page — including calculation methods, reference data, written analysis, interactive tools, and source code — is the intellectual property of Inflection Point Engineering, LLC and is protected under applicable copyright, trademark, and trade secret laws. Unauthorized reproduction, redistribution, modification, or derivative use in whole or in part is prohibited without prior written consent.
Disclaimer. This material is provided for informational and educational purposes only and does not constitute professional engineering advice. Calculations, reference data, and methodologies are based on published standards and accepted engineering practice but are not a substitute for engineering judgment, site-specific analysis, or review by a licensed Professional Engineer. Inflection Point Engineering, LLC makes no warranties, express or implied, regarding the accuracy, completeness, or fitness for a particular purpose of any content presented here, and shall not be liable for any direct, indirect, incidental, or consequential damages arising from its use. Users assume all risk associated with applying this content to real-world design, operations, or decisions.
© 2026 Inflection Point Engineering, LLC. All rights reserved.