 Section 8 — Heat Transfer Equipment
Section 8 — Heat Transfer Equipment
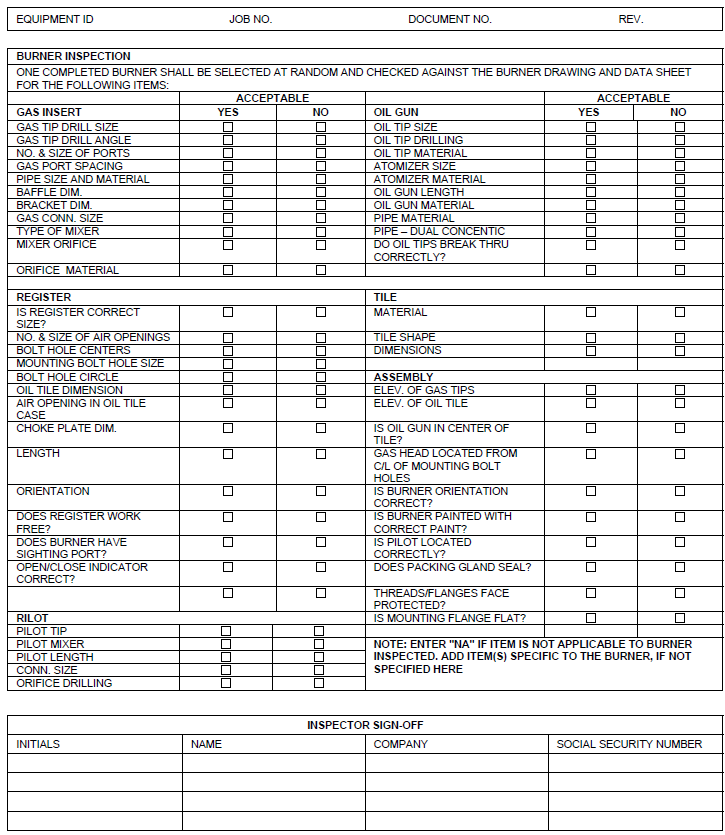
Fired Heater Inspection Checklist
IPE Engineering Practice IPE-EP-8-2-1C
Document number: IPE-EP-8-2-1C · Section: 8 — Heat Transfer Equipment
THE MANUFACTURER OF EQUIPMENT PURCHASED BY COMPANY SHALL BE RESPONSIBLE FOR MEETING ALL APPLICABLE REQUIREMENTS OF THE ENGINEERING PRACTICE AND OTHER DOCUMENTS REFERENCED THEREIN REGARDLESS OF WHETHER THE ITEMS ARE INSPECTED BY A REPRESENTATIVE.
REFERENCES
THE LATEST EDITION OF THE FOLLOWING STANDARDS AND PUBLICATIONS ARE REFERRED TO HEREIN
IPE ENGINEERING PRACTICES
EP 5-5-1 C PIPING FABRICATION INSPECTION CHECKLIST
EP 6-6-1 C CENTRIFUGAL FANS IN GENERAL PLANT CERVICES INSPECTION CHECKLIST EP 8-2-1 C FIRED HEATERS INSPECTION CHECKLIST
EP 10-2-4 C STATICALLY CAST STEEL AND ALLOY PRESSURE CONTAINING PARTS AND TUBE SUPPORTS FOR FIRED HEATERS INSPECTION CHECKLIST
EP 10-3-1 SHOP PAINTING
EP 11-1-2 C FIRED HEATER REFRACTORY INSPECTION CHECKLIST EP 15-1-4 POSITIVE MATERIALS IDENTIFICATION
API PUBLICATIONS
API 560 FIRED HEATERS FOR GENERAL REFINERY SERVICES
FREQUENCY OF CONTACT BY THE INSPECTOR (CHECK ONE)
LEVEL L: ON CALL BY FABRICATOR LEVEL 2: ONCE EVERY TWO WEEKS LEVEL 3: EVERY WEEK
LEVEL 4: DAILY
LEVEL 5: RESIDENT
LEVEL 6. OTHER, SPECIFY
LEVEL OF INSPECTION BY THE INSPECTOR (CHECK ONE)
LEVEL L: PREFABRICATION MEETING, DOCUMENT REVIEW, AND FINAL INSPECTION
LEVEL 2: PREFABRICATION MEETING, DOCUMENT REVIEW. REVIEW ITEMS. AND FINAL INSPECTION LEVEL 3: PREFABRICATION MEETING. DOCUMENT REVIEW, REVIEW ITEMS. WITNESS POINTS, AND FINAL
INSPECTION
LEVEL 4: PREFABRICATION MEETING, DOCUMENT REVIEW, REVIEW ITEMS, WITNESS POINTS, HOLD POINTS, AND FINAL INSPECTION
LEVEL 5. OTHER, SPECIFY
DOCUMENT REVIEW (SHOP INSPECTOR SHALL REVIEW)
| DOCUMENT DESCRIPTION (REFERENCES TO API STD 560, UNLESS OTHERWISE NOTED) |
INSPECTOR’S INITIALS (REVIEW COMPLETE) | DATE | |
|---|---|---|---|
| IPE PURCHASE DOCUMENTS | |||
| DRAWINGS AND SPECIFICATIONS | |||
| MATERIAL TEST REPORTS OR CERTIFICATES OF COMPLIANCE (1.9b,3.3,4.4,5.3,9.6) | |||
| FABRICATION PLAN/SHOP TRAVELER | |||
| IDENTIFICATION OF CRITICAL DIMENSIONS | |||
| DAILY COATING INSPECTION REPORT (EP 10-3-1) | |||
| SUB-CONTRACTOR Q/C REPORTS | |||
| DATA SHEETS FOR PREHEATER, FANS DRIVERS, AND BURNERS (1.9d) | |||
| NOISE DATA SHEETS (1.9f) | |||
| NDE PROCEDURES | |||
| NDE TEST REPORTS | |||
| AUTHORIZED WAIVERS AND/OR DEVIATIONS REVIEW | |||
| REVIEW OF SUBORDERS OF UNPRICED PURCHASE ORDERS TO SUB-VENDORS FOR COMPLIANCE WITH IPE ENGINEERING PRACTICE | |||
GENERAL FABRICATION INSPECTION REQUIREMENTS (ALL FABRICATED EQUIPMENT)
R CHECK: THE SHOP INSPECTOR SHALL REVIEW DOCUMENTED RESULTS OF INSPECTION PERFORMED BY VENDOR'S INSPFCTOR OR SUBCONTRACTED INSPECTOR.
W CHECK: INDICATES THE SHOP INSPECTOR SHALL WITNESS ITEMS DURING FABRICATION SHOP SHALL NOTIFY INSPECTOR 2 DAYS IN ADVANCE OF FABRICATION POINT BUT NEED NOT HOLD PRODUCTION FOR INSPECTION.
H CHECK: INDICATES THE SHOP INSPECTOR SHALL INSPECT ITEMS DURING HOLD ON FABRICATION. SHOP SHALL NOTIFY INSPECTOR FIVE DAYS IN ADVANCE OF FABRICATION POINT AND SHALL NOT CONTINUE AFFECTED PRODUCTION UNTIL INSPECTOR PERFORMS AND IMPROVES FABRICATION AFTER INDICATED INSPECTION.
| R | W | H | INSPECTION/TESTING ACTIVITY | INSPECTOR’S INITIALS (REVIEW COMPLETE) | DATE |
|---|---|---|---|---|---|
| GENERAL INSPECTION | GENERAL INSPECTION | GENERAL INSPECTION | GENERAL INSPECTION | GENERAL INSPECTION | GENERAL INSPECTION |
| ALL PREPARATIONS FOR SHIPMENT PERFORMED (EP 8-2-1: 12.1.1) | |||||
| ALL SURFACES TO BE WELDED FREE FROM SCALE, OIL, GREASE, DIRT,ETC. (12.1.3) | |||||
| CONSTRUCTION FOLLOWS APPLICABLE CODES | |||||
| ALLOY TUBE MATERIAL INSPECTED AT MILL FOR PMI, DIMENSIONAL TOLERANCES, AND PHYSICAL PROPERTIES DOCUMENTATION (EP 8-2-1: 13.1.2; 13.5.4; EP 15-1-4). | |||||
| PERFORMANCE TEST OF BURNERS ACCEPTABLE TO DATA SHEET REQUIREMENTS | |||||
| STEEL FABRICATION INSPECTION | STEEL FABRICATION INSPECTION | STEEL FABRICATION INSPECTION | STEEL FABRICATION INSPECTION | STEEL FABRICATION INSPECTION | STEEL FABRICATION INSPECTION |
| SEAM WELDS BETWEEN PLATES ARE CONTINUOUS, FULL PENETRATION WELDS, EXCEPT GIRTH AND LONGITUDINAL JOINTS IN STACKS AREDOUBLE BUTT WELDED, BACK CHIPPED PRIOR TO WELDING FROM OPPOSITE SIDE (EP 8-2-1: 12.2.2) | |||||
| HORIZONTAL EXTERIOR WELDS ARE PER REQUIREMENTS (12.2.3) | |||||
| ALL FILLET WELDS ARE UNIFORM WITH FULL THROAT AND LEGS (12.2.4) | |||||
| WELDING FILLER MATERIALS CONFORM TO AISC REQUIREMENTS (12.2.5) | |||||
| CIRCULAR AND SLOTTED BOLT HOLES ARE DRILLED OR PUNCHED (12.2.6) | |||||
| FILLER MATERIALS MATCH BASE MATERIALS (12.2.5.2) | |||||
| GUSSET PLATES ARE 1/4" (12.2.7) | |||||
| CONNECTIONS BETWEEN PLATES PER REQUIREMENTS (12.2.8) | |||||
| MINIMUM BOLT SIZE IS 5/8" (12.2.9) | |||||
| DRAIN HOLES IN STRUCTURAL MEMBERS ARE 1/2" MIN. DIAM. (12.2.10) | |||||
| FOR CHECKERED PLATE FLOORING THERE IS A MINIMUM OF 1 DRAIN HOLE FOR EVERY 15 SQ. FT OF FLOOR (12.2.10) | |||||
| SUITABLE LIFTING LUGS PROVIDED FOR ALL SECTIONS OVER 4000 LBS. (12.2.14) |
| R | W | H | INSPECTION/TESTING ACTIVITY | INSPECTOR’S INITIALS (REVIEW COMPLETE) | DATE |
|---|---|---|---|---|---|
| GENERAL INSPECTION | GENERAL INSPECTION | GENERAL INSPECTION | GENERAL INSPECTION | GENERAL INSPECTION | GENERAL INSPECTION |
| ALL PARTS ARE PROPERLY IDENTIFIED (12.2.15) | |||||
| SHOP FIT-UP OF STRUCTURE ACCEPTABLE | |||||
| R | W | H | INSPECTION/TESTING ACTIVITY | INSPECTOR’S INITIALS (REVIEW COMPLETE) | DATE |
|---|---|---|---|---|---|
| STACK INSPECTION | STACK INSPECTION | STACK INSPECTION | STACK INSPECTION | STACK INSPECTION | STACK INSPECTION |
| HEATER STACK WITHIN 1" PLUMB PER 50' OF HEIGHT (12.2.11.1) | |||||
| MAX. DEVIATION FROM STRAIGHTNESS IS NOT GREATER THAN 1/8" IN ANY10' (12.2.11.2) | |||||
| VARIANCE BETWEEN MINIMUM AND MAXIMUM DIAM. DOES NOT EXCEED 2% OF THE NOMINAL DIAM. (12.2.11.3) | |||||
| PLATE MISALIGNMENT AT ANY JOINT DOES NOT EXCEED 1/8" OR 25% OF THE NOMINAL PLATE THICKNESS (12.2.11.4) | |||||
| VERTICAL JOINT PEAKING DOES NOT EXCEED A DEPTH OF 3/16" FROM 24 INCH CIRCUMFERENTIAL TEMPLATE (12.2.11.5) | |||||
| CIRCUMFERENTIAL JOINT BANDING DOES NOT EXCEED A DEPTH OF 5/16" FROM STRAIGHT EDGE CENTERED ON JOINT (12.2.11.6) | |||||
| BOLTS SECURING DAMPER BLADE ARE SCORED OR TACK WELDED (12.2.12) | |||||
| EPA PORTS INSTALLED WHERE REQUIRED | |||||
| ATACH EP 5-5-1C FOR FABRICATED PIPING ADDITIONAL PIPING FABRICATION INSPECTION REQUIREMENTS |
ATACH EP 5-5-1C FOR FABRICATED PIPING ADDITIONAL PIPING FABRICATION INSPECTION REQUIREMENTS |
ATACH EP 5-5-1C FOR FABRICATED PIPING ADDITIONAL PIPING FABRICATION INSPECTION REQUIREMENTS |
ATACH EP 5-5-1C FOR FABRICATED PIPING ADDITIONAL PIPING FABRICATION INSPECTION REQUIREMENTS |
ATACH EP 5-5-1C FOR FABRICATED PIPING ADDITIONAL PIPING FABRICATION INSPECTION REQUIREMENTS |
ATACH EP 5-5-1C FOR FABRICATED PIPING ADDITIONAL PIPING FABRICATION INSPECTION REQUIREMENTS |
| ALLOW POINT DRAINS AND HIGH POINT VENTS ARE INSTALLED (EP 8-2-1: 5.1.6) | |||||
| ALL COUPLINGS ARE CLASS 6000, FORGED STEEL, FULL THREADED, AND WELDED IN (EP 8-2-1: 5.1.5) | |||||
| MANIFOLDS HAVE EXTRUDED STUBS AND STRESS RELIEVED, INCLUDING CARBON STEEL (EP 8-2-1: 5.1.8) | |||||
| CROSS OVER PIPING IS SAME METALLURGY AS PRECEEDING HEATER TUBE (5.3) | |||||
| ALL ATTACHMENTS, CLIPS, LUGS, AND GUIDES WELDED TO TUBES ARE THE SAME MATERIAL AS TUBE (EP 8-2-1: 5.3) | |||||
| R | W | H | INSPECTION/TESTING ACTIVITY | INSPECTOR’S INITIALS (REVIEW COMPLETE) | DATE |
|---|---|---|---|---|---|
| ATTACH ONE EP 5-5-1C FOR EACH COIL FABRICATED FOR HEATER ADDITIONAL COIL INSPECTION REQUIREMENTS |
ATTACH ONE EP 5-5-1C FOR EACH COIL FABRICATED FOR HEATER ADDITIONAL COIL INSPECTION REQUIREMENTS |
ATTACH ONE EP 5-5-1C FOR EACH COIL FABRICATED FOR HEATER ADDITIONAL COIL INSPECTION REQUIREMENTS |
ATTACH ONE EP 5-5-1C FOR EACH COIL FABRICATED FOR HEATER ADDITIONAL COIL INSPECTION REQUIREMENTS |
ATTACH ONE EP 5-5-1C FOR EACH COIL FABRICATED FOR HEATER ADDITIONAL COIL INSPECTION REQUIREMENTS |
ATTACH ONE EP 5-5-1C FOR EACH COIL FABRICATED FOR HEATER ADDITIONAL COIL INSPECTION REQUIREMENTS |
| EACH WELD FREE OF COARSE RIPPLES, IRREGULAR SURFACES, NON-UNIFORM HEAD PATTERNS, AND HIGH CROWNS (12.3.4) | |||||
| INTERNAL WELD REINFORCEMENT DOES NOT EXCEED EXTERNAL WELD REINFORCEMENT REQUIREMENTS (12.3.5) | |||||
| EACH LENGTH OF STUDDED TUBE ASSEMBLY RANDOMLY HAMMER TESTED TO VERIFY SOUNDNESS OF STUD WELDS (13.5.3) | |||||
| FINNING INSPECTED FOR WELD QUALITY, FIN SPACING, FIN HEIGHT, AND MATERIAL REQUIREMENTS | |||||
| EXTERIOR COATING INSPECTION WHEN REQUIRED (SEE EP 10-3-1) | EXTERIOR COATING INSPECTION WHEN REQUIRED (SEE EP 10-3-1) | EXTERIOR COATING INSPECTION WHEN REQUIRED (SEE EP 10-3-1) | EXTERIOR COATING INSPECTION WHEN REQUIRED (SEE EP 10-3-1) | EXTERIOR COATING INSPECTION WHEN REQUIRED (SEE EP 10-3-1) | EXTERIOR COATING INSPECTION WHEN REQUIRED (SEE EP 10-3-1) |
| SAND BLASTED SURFACES (10.5) | |||||
| COATINGS PREPARATION (10.6) | |||||
| WET FILM THICKNESS MEASUREMENTS (10.13) | |||||
| DRY FILM THICKNESS MEASUREMENTS (10.11) | |||||
| PRESSURE TESTING | PRESSURE TESTING | PRESSURE TESTING | PRESSURE TESTING | PRESSURE TESTING | PRESSURE TESTING |
| ALL PRESSURE PARTS HYDROSTATICALLY TESTED TO 1-1/2 TIMES THE COIL DESIGN PRESSURE CORRECTED FOR TEMPERATURE PER REQUIREMENTS (13.5.1) | |||||
| ATTACH EP 11-1-2C FOR FIRED HEATER REFRACTORY INSPECTION (ONE FOR EACH SEPARATELY INSTALLED REFRACTORY SYSTEM) | ATTACH EP 11-1-2C FOR FIRED HEATER REFRACTORY INSPECTION (ONE FOR EACH SEPARATELY INSTALLED REFRACTORY SYSTEM) | ATTACH EP 11-1-2C FOR FIRED HEATER REFRACTORY INSPECTION (ONE FOR EACH SEPARATELY INSTALLED REFRACTORY SYSTEM) | ATTACH EP 11-1-2C FOR FIRED HEATER REFRACTORY INSPECTION (ONE FOR EACH SEPARATELY INSTALLED REFRACTORY SYSTEM) | ATTACH EP 11-1-2C FOR FIRED HEATER REFRACTORY INSPECTION (ONE FOR EACH SEPARATELY INSTALLED REFRACTORY SYSTEM) | ATTACH EP 11-1-2C FOR FIRED HEATER REFRACTORY INSPECTION (ONE FOR EACH SEPARATELY INSTALLED REFRACTORY SYSTEM) |
| ATTACH EP 10-2-4C FOR STATICALLY CAST PARTS INPSECTION | ATTACH EP 10-2-4C FOR STATICALLY CAST PARTS INPSECTION | ATTACH EP 10-2-4C FOR STATICALLY CAST PARTS INPSECTION | ATTACH EP 10-2-4C FOR STATICALLY CAST PARTS INPSECTION | ATTACH EP 10-2-4C FOR STATICALLY CAST PARTS INPSECTION | ATTACH EP 10-2-4C FOR STATICALLY CAST PARTS INPSECTION |
| ATTACH EP 6-6-1C FOR CENTRIFUGAL FAN INSPECTION | ATTACH EP 6-6-1C FOR CENTRIFUGAL FAN INSPECTION | ATTACH EP 6-6-1C FOR CENTRIFUGAL FAN INSPECTION | ATTACH EP 6-6-1C FOR CENTRIFUGAL FAN INSPECTION | ATTACH EP 6-6-1C FOR CENTRIFUGAL FAN INSPECTION | ATTACH EP 6-6-1C FOR CENTRIFUGAL FAN INSPECTION |
| SUMMARY: |
|---|
© 2026 Inflection Point Engineering, LLC. All rights reserved. The content of this page — including calculation methods, reference data, written analysis, interactive tools, and source code — is the intellectual property of Inflection Point Engineering, LLC and is protected under applicable copyright, trademark, and trade secret laws. Unauthorized reproduction, redistribution, modification, or derivative use in whole or in part is prohibited without prior written consent.
Disclaimer. This material is provided for informational and educational purposes only and does not constitute professional engineering advice. Calculations, reference data, and methodologies are based on published standards and accepted engineering practice but are not a substitute for engineering judgment, site-specific analysis, or review by a licensed Professional Engineer. Inflection Point Engineering, LLC makes no warranties, express or implied, regarding the accuracy, completeness, or fitness for a particular purpose of any content presented here, and shall not be liable for any direct, indirect, incidental, or consequential damages arising from its use. Users assume all risk associated with applying this content to real-world design, operations, or decisions.
© 2026 Inflection Point Engineering, LLC. All rights reserved.